
UNV / 747
2 flute ball nose end mill medium version
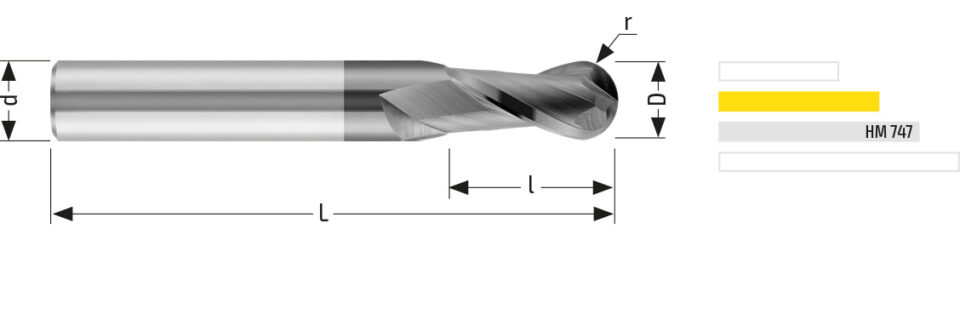
| D | Diameter of cutting edge | 13,00 h10 | |
| d | Shank diameter | 13,00 h6 | |
| L | Overall length | 83 | |
| l | Cutting length | 22,00 | |
| Cr/r | Corner radius/Radius | 6,50 | |
| Z | Number of flutes | 2 | |
| Shank ref. | Shank references standard | HA | |
| Coating | Balinit® Futura | HMF | |
Select a machining / material combination to view the related working parameters. Experienced users can change the value of Vc within the defined range of values and the values of Ap and Ae.
2 flute ball nose end mill medium version