Details
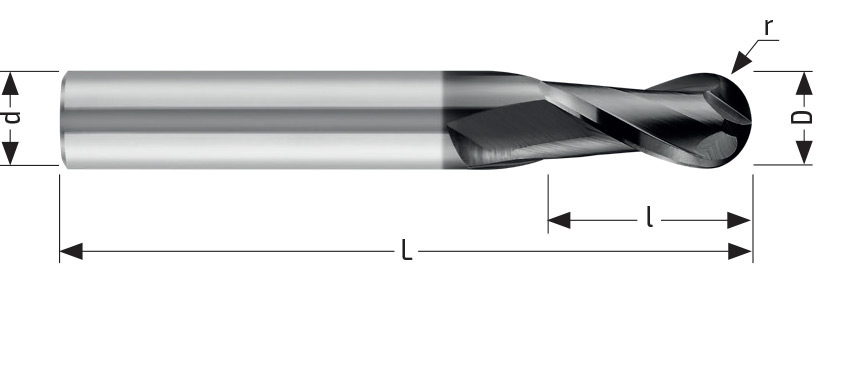
| D | Diameter of cutting edge | 3,00 h10 | |
| d | Shank diameter | 4,00 h6 | |
| L | Overall length | 50 | |
| l | Cutting length | 7,00 | |
| Cr/r | Corner radius/Radius | 1,50 | |
| Z | Number of flutes | 2 | |
| Shank ref. | Shank references standard | HA | |
| Coating | Balinit® Alcrona | HMG | |
Materials
P.0 Low Carbon Steels, Long Chip (<120 HB)
P.1 Low Carbon Steels, Short Chip (<120 HB)
P.2 Medium and High Carbon Steels (<220 HB)
P.3 Alloy Steels, Tool Steels (600-850 R N/mm²)
P.4 Alloy Steels, Tool Steels (850-1400 R N/mm²)
P.5 Ferritic, Martensitic, PH SS Steels (600-900 R N/mm²)
P.6 Ferritic, Martensitic, PH SS Steels, Hardened (900-1350 R N/mm²)
K.1 GG Grey Cast Iron
K.2 GS Ductile Cast Iron
K.3 GS Ductile Cast Iron, Hardened
M.1 SS Stainless Steels, Austenitic (130-200 HB)
M.2 SS Stainless Steels, Austenitic, Hardened (150-230 HB)
M.3 SS Duplex
S.4 Titanium and Titanium-based Alloys
Working Parameters
Select a machining / material combination to view the related working parameters. Experienced users can change the value of Vc within the defined range of values and the values of Ap and Ae.
Machining
Finishing
Material Table of Materials
P.0 Low Carbon Steels, Long Chip (<120 HB)
Axial depth of cut
Ap
Ap 0.18 mm
Radial depth of cut
Ae
Ae 0.06 mm
Cutting speed (305/415)
Vc
Parameters
Vc
fz [mm]
n [rpm]
F [mm/min]
Ap [mm]
Ae [mm]
Q [cm³/min]
Notes
