Détails
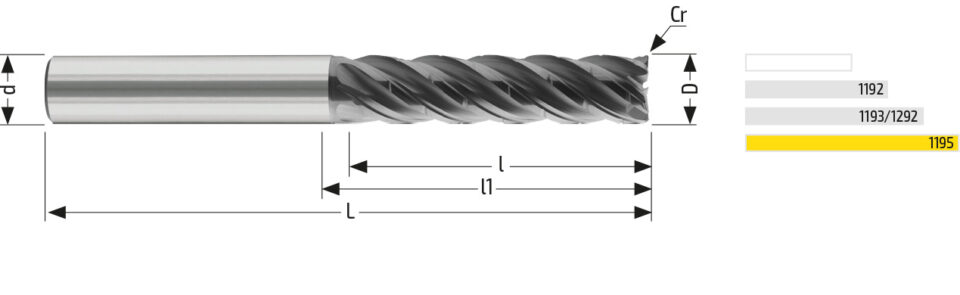
| D | Diamètre partie coupante | 25,00 h10 | |
| d | Diamètre queue | 25,00 h5 | |
| L | Longueur totale | 182 | |
| l | Longueur utile | 100,00 | |
| l1 | Longueur dégagement | 115,0 | |
| a | Profondeur dégagement | 0,25 | |
| Cr/r | Rayon de bec/Radius | 1,00 | |
| Z | Nombre de dents | 5 | |
| Réf. queue | Normes de référence de la queue | HB | |
| Revêtement | HMG - Balinit® Alcrona | HMG | |
Materiaux
P.0 Aciers à faible teneur en carbone, Copeaux longs (<120 HB)
P.1 Aciers à faible teneur en carbone, Copeaux courts (<120 HB)
P.2 Aciers à teneur moyenne et élevée en carbone (<220 HB)
P.3 Aciers alliés, Aciers à outils (600-850 R N/mm²)
P.4 Aciers alliés, Aciers à outils (850-1400 R N/mm²)
P.5 Aciers ferritiques, martensitiques, PH SS (600-900 R N/mm²)
P.6 Aciers ferritiques, martensitiques, PH SS, Trempés (900-1350 R N/mm²)
K.1 GG Fonte Grise
K.2 GS Fonte Ductile
K.3 GS Fonte Ductile, Trempée
M.1 SS Aciers Inoxydables, Austénitiques (130-200 HB)
M.2 SS Aciers Inoxydables, Austénitiques, Trempés (150-230 HB)
M.3 SS Duplex
N.4 Cuivre, Laiton, Alliages à base de Zinc
S.4 Titane et Alliages à base de Titane
H.1 Aciers Trempés (44-48 HRC)
H.2 Aciers Trempés (48-55 HRC)
Paramètres d’usinage
Sélectionnez une combinaison usinage/matériau pour afficher les paramètres d’usinage correspondants. Les utilisateurs avancés peuvent modifier la valeur de Vc dans la plage de valeurs définie et les valeurs de Ap et Ae.
Usinage
Contournage finition
Materiau Tableau des matériaux
P.0 Aciers à faible teneur en carbone, Copeaux longs (<120 HB)
Profondeur de coupe axiale
Ap
Ap 50.00 mm
Profondeur de coupe radiale
Ae
Ae 0.25 mm
Vitesse de coupe (200/250)
Vc
Paramètres
Vc
fz [mm]
n [rpm]
F [mm/min]
Ap [mm]
Ae [mm]
Q [cm³/min]
Notes