
UNV / 107
Fraise à deux dents, série extra courte
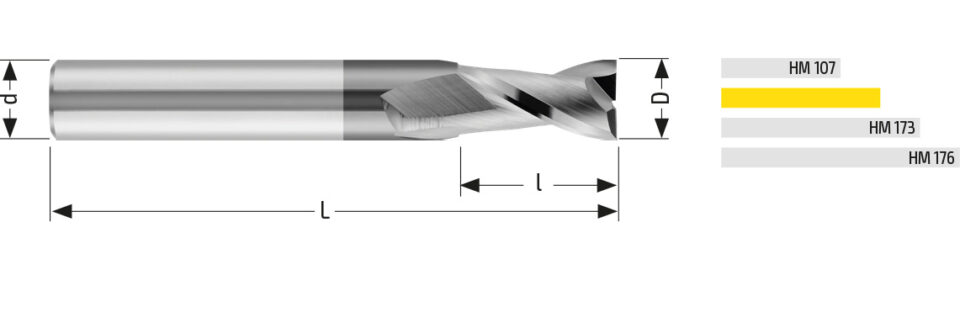
| D | Diamètre partie coupante | 18,00 h10 | |
| d | Diamètre queue | 18,00 h6 | |
| L | Longueur totale | 92 | |
| l | Longueur utile | 26,00 | |
| Cr/r | Rayon de bec/Radius | 1,50 | |
| Z | Nombre de dents | 2 | |
| Réf. queue | Normes de référence de la queue | HA | |
| Revêtement | Non revêtu | HM0 | |
Sélectionnez une combinaison usinage/matériau pour afficher les paramètres d’usinage correspondants. Les utilisateurs avancés peuvent modifier la valeur de Vc dans la plage de valeurs définie et les valeurs de Ap et Ae.
Fraise à deux dents, série extra courte