Details
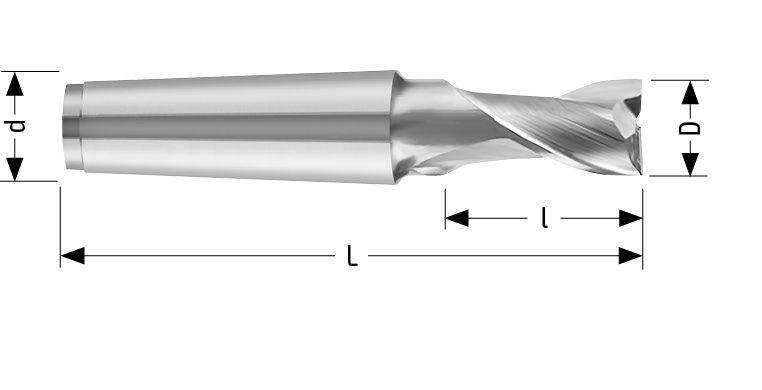
| D | Schneidkantendurchmesser | 40,00 e8 | |
| d | Schaftdurchmesser | 31,27 | |
| L | Gesamtlänge | 163 | |
| l | Schneidkantenlänge | 38,00 | |
| Z | Anzahl Schneidkanten | 2 | |
| Schaftreferenz | Norm - Referenzschaft | FORMC | |
| Beschichtung | HMG - Balinit® Alcrona | HMG | |
Werkstoffe
P.0 Niedrigkohlenstoffstähle, Lange Späne (<120 HB)
P.1 Niedrigkohlenstoffstähle, Kurze Späne (<120 HB)
P.2 Mittel- und Hochkohlenstoffstähle (<220 HB)
P.3 Legierte Stähle, Werkzeugstähle (600-850 R N/mm²)
P.4 Legierte Stähle, Werkzeugstähle (850-1400 R N/mm²)
P.5 Ferritische, Martensitische, PH SS Stähle (600-900 R N/mm²)
P.6 Ferritische, Martensitische, PH SS Stähle, Gehärtet (900-1350 R N/mm²)
K.1 GG Grauguss
K.2 GS Sphäroguss
K.3 GS Sphäroguss, Gehärtet
N.1 Reines Aluminium
N.2 Niedrig-Silizium-Aluminiumlegierungen, Magnesiumlegierungen, Si<12%
N.3 Hoch-Silizium-Aluminiumlegierungen, Si>12%
N.4 Kupfer, Messing, Zinkbasierte Legierungen
Arbeitsparameter
Wählen Sie eine Bearbeitungs-/Materialkombination aus, um die relevanten Arbeitsparameter anzuzeigen. Erfahrene Benutzer können den Wert von Vc innerhalb des definierten Wertebereichs sowie die Werte von Ap und Ae ändern.
Bearbeitung
Nut
Werkstoffe Tabelle Werkstoffe
P.0 Niedrigkohlenstoffstähle, Lange Späne (<120 HB)
Axiale Schnitttiefe
Ap
Ap 4.50 mm
Radiale Schnitttiefe
Ae
Ae 9.00 mm
Schnittgeschwindigkeit (55/80)
Vc
Parameter
Vc
fz [mm]
n [rpm]
F [mm/min]
Ap [mm]
Ae [mm]
Q [cm³/min]
Hinweise