
HPC / 158
Vierschneidige Fräser mit ungleicher Teilung, extralange Ausführung
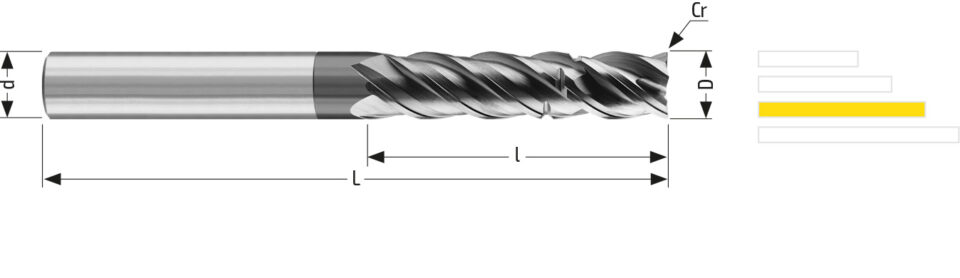
| D | Schneidkantendurchmesser | 10,00 h10 | |
| d | Schaftdurchmesser | 10,00 h6 | |
| L | Gesamtlänge | 89 | |
| l | Schneidkantenlänge | 40,00 | |
| Cr/r | Eckradius/Radius | 0,20 | |
| Z | Anzahl Schneidkanten | 4 | |
| Schaftreferenz | Norm - Referenzschaft | HA | |
| Beschichtung | HMG - Balinit® Alcrona | HMG | |
Wählen Sie eine Bearbeitungs-/Materialkombination aus, um die relevanten Arbeitsparameter anzuzeigen. Erfahrene Benutzer können den Wert von Vc innerhalb des definierten Wertebereichs sowie die Werte von Ap und Ae ändern.
Vierschneidige Fräser mit ungleicher Teilung, extralange Ausführung