
UNV / 747
Zweischneidige Kugelfräser, mittlere Ausführung
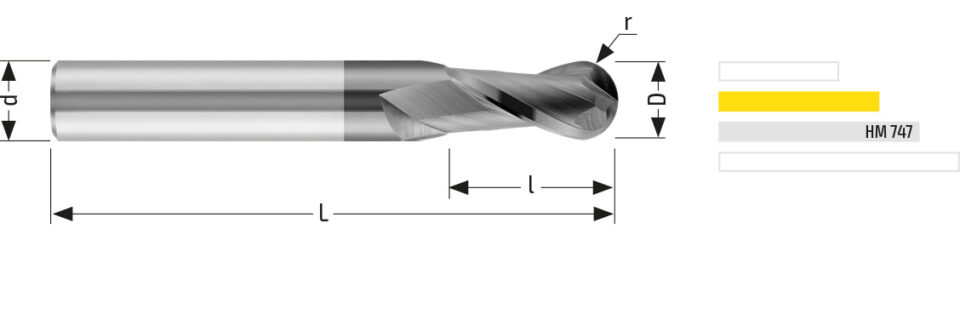
| D | Schneidkantendurchmesser | 0,70 h10 | |
| d | Schaftdurchmesser | 3,00 h6 | |
| L | Gesamtlänge | 38 | |
| l | Schneidkantenlänge | 2,00 | |
| Cr/r | Eckradius/Radius | 0,35 | |
| Z | Anzahl Schneidkanten | 2 | |
| Schaftreferenz | Norm - Referenzschaft | HA | |
| Beschichtung | Balinit® Futura | HMF | |
Wählen Sie eine Bearbeitungs-/Materialkombination aus, um die relevanten Arbeitsparameter anzuzeigen. Erfahrene Benutzer können den Wert von Vc innerhalb des definierten Wertebereichs sowie die Werte von Ap und Ae ändern.
Zweischneidige Kugelfräser, mittlere Ausführung