
UNV / 171
2 flute end mill regular version
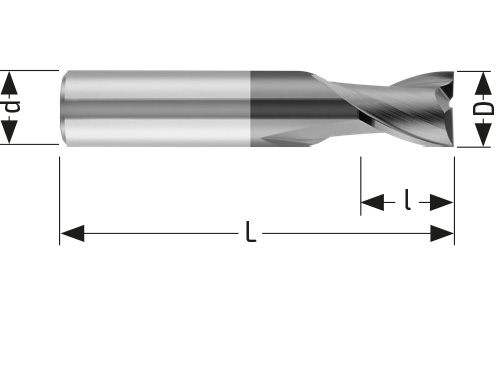
| D | Диаметр режущей части | 2,50 h10 | |
| d | Диаметр хвостовика | 6,00 h6 | |
| L | Общая длина | 38 | |
| l | Длина режущей части | 3,00 | |
| Z | Количество зубов | 2 | |
| Ссылка на вал | Стандарты хвостовика | HA | |
| Покрытие | Balinit® Futura | HMF | |
Выберите сочетание обработки / материала для просмотра соответствующих рабочих параметров. Опытные пользователи могут изменять значение Vc в пределах заданного диапазона значений, а также значения Ap и Ae.
2 flute end mill regular version