Детали
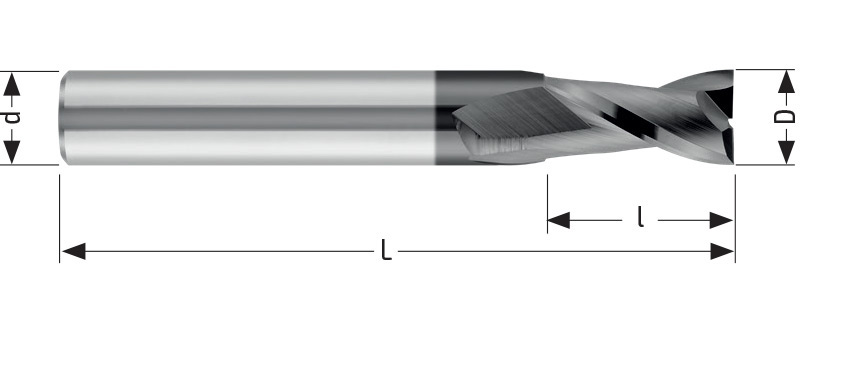
| D | Диаметр режущей части | 4,00 h10 | |
| d | Диаметр хвостовика | 4,00 h6 | |
| L | Общая длина | 50 | |
| l | Длина режущей части | 8,00 | |
| Cr/r | Угловой радиус/Radius | — | |
| Z | Количество зубов | 2 | |
| Ссылка на вал | Стандарты хвостовика | HA | |
| Покрытие | Balinit® Alcrona | HMG | |
Материалы
P.0 Low Carbon Steels, Long Chip (<120 HB)
P.1 Low Carbon Steels, Short Chip (<120 HB)
P.2 Medium and High Carbon Steels (<220 HB)
P.3 Alloy Steels, Tool Steels (600-850 R N/mm²)
P.4 Alloy Steels, Tool Steels (850-1400 R N/mm²)
P.5 Ferritic, Martensitic, PH SS Steels (600-900 R N/mm²)
P.6 Ferritic, Martensitic, PH SS Steels, Hardened (900-1350 R N/mm²)
K.1 GG Grey Cast Iron
K.2 GS Ductile Cast Iron
K.3 GS Ductile Cast Iron, Hardened
Режимы работы
Выберите сочетание обработки / материала для просмотра соответствующих рабочих параметров. Опытные пользователи могут изменять значение Vc в пределах заданного диапазона значений, а также значения Ap и Ae.
обработки
Прорезание
Материал Таблица материалов
P.0 Low Carbon Steels, Long Chip (<120 HB)
Осевая глубина резания
Ap
Ap 2.00 mm
Радиальная глубина резания
Ae
Ae 4.00 mm
Скорость резания (140/180)
Vc
Параметры
Vc
fz [mm]
n [rpm]
F [mm/min]
Ap [mm]
Ae [mm]
Q [cm³/min]
Примечания
